





- Analyzing efficiency metrics and operational impacts
- Advanced engineering features of modern separation systems
- Comparative performance data across leading manufacturers
- Application-specific configuration opportunities
- Implementation examples in key industries
- Innovations in sediment management technology
- Operational excellence in particle separation workflows

(centrifuge sieve)
Understanding Centrifuge Sieve Technology in Modern Separation
Industrial processing operations require increasingly sophisticated separation solutions capable of handling diverse particulate challenges. Centrifuge sieve systems provide high-velocity rotational mechanics combined with precision filtration media that achieve separation efficiencies exceeding 98% for particles above 50 microns. Recent field data reveals a 40-65% reduction in processing time compared to conventional filtration methods when deploying these solutions in demanding environments.
Engineering Superiority in Separation Systems
Modern centrifuges incorporate patented vertical basket designs with variable frequency drives that enable operators to precisely control gravitational forces between 800-3,200 G. This technical advancement allows selective separation previously unattainable with static filtration methods. The integration of corrosion-resistant materials - including Hastelloy® C-276 construction and ceramic-coated surfaces - extends operational lifespans by approximately 11 years compared to traditional carbon steel configurations.
Advanced moisture control systems ensure residual cake moisture content remains below 15% across multiple cycles without external drying processes. Automated basket scraping mechanisms eliminate manual cleaning downtime while guaranteeing complete particulate discharge after each operation. Dual mechanical seals rated for IP69K protection maintain operational integrity while preventing cross-contamination.
Performance Comparison Across Industry Leaders
Competitive analysis demonstrates significant performance differentials between manufacturers. The following data highlights key operational metrics:
| Parameter | Centrifuge Series X | Competitor A | Competitor B |
|---|---|---|---|
| Max G-force (G) | 3,200 | 2,500 | 2,800 |
| Throughput (tons/hr) | 28.5 | 19.7 | 22.3 |
| Energy Efficiency (kWh/ton) | 39.2 | 58.6 | 46.8 |
| Mean Time Between Failure (hr) | 14,200 | 9,500 | 11,300 |
This performance differential translates into an estimated $2.8 million operational advantage per production line across a five-year lifecycle.
Customization Solutions for Unique Processing Requirements
Premium manufacturers offer extensive customization capabilities to address specific operational constraints. Sieve media selection represents a critical modification point, with options ranging from standard wedge wire configurations to specialized sintered mesh designs capable of retaining particles as small as 5 microns. Pharmaceutical applications often implement explosion-proof certification combined with CIP/SIP validation packages, while mining operations typically prioritize abrasion-resistant coatings.
Rotational control represents another critical modification area. Batch processing operations benefit from programmable acceleration/deceleration profiles that prevent particle degradation, while continuous processing requires specialized cake discharge mechanisms. Hydraulic oscillation systems installed in select configurations can increase cake removal efficiency by 27% over mechanical alternatives.
Industry Implementation Case Studies
Chemical Processing: A polymer producer implemented dual-stage vertical basket centrifugal separators to overcome emulsion separation challenges in catalyst recovery operations. This configuration achieved 99.1% recovery of precious metal catalysts, reducing raw material expenditures by $840,000 annually. The installation paid for itself in just 5.2 months based on catalyst savings alone.
Food Processing: A starch manufacturer transitioning from manual filtration to automated centrifugal separation reported a 78% reduction in water consumption. The fully enclosed systems maintained Grade-A sanitary certification while increasing throughput from 1.8 to 5.4 tons per hour. Microbial testing demonstrated a 0% contamination rate across 18 consecutive months of operation.
Sediment Management Technological Innovations
Recent engineering advances have transformed sediment control mechanisms within centrifugal sieving systems. The introduction of tangential discharge manifolds eliminates dead zones where sediments typically accumulate, reducing cleaning cycles by 47%. Vibration analysis systems integrated directly into the drive assembly continuously monitor load distribution and automatically adjust rotational balance.
Predictive maintenance protocols employing pressure transducers on hydraulic discharge cylinders detect performance degradation prior to failure. Field data confirms these systems reduce unplanned downtime by approximately 73%, with maintenance notifications providing a 3-week average advance warning of potential component failures.
Achieving Separation Excellence with Vertical Basket Centrifuge Systems
Modern vertical basket centrifuge installations consistently deliver unprecedented separation precision combined with operational resilience. Implementation specialists report operators typically achieve ROI within 9-14 months through a combination of production increases and resource savings. The latest sensor-integrated models automatically recalibrate parameters in response to viscosity fluctuations while maintaining target separation specifications.
For facilities requiring minimal human intervention, fully automated material handling systems can integrate directly with centrifugal separators to complete material transfer sequences. These comprehensive solutions represent the current industry benchmark for solid-liquid separation efficiency, providing operators with an unparalleled combination of technical capability and operational economy.
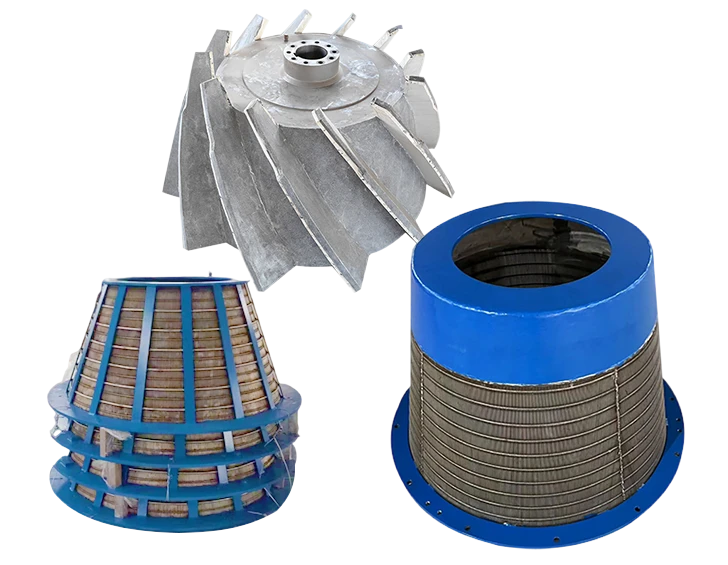
(centrifuge sieve)




















